Home › Forum › Ask A Member › Shift rod seal RD
- This topic has 13 replies, 9 voices, and was last updated 5 years, 3 months ago by
 Buccaneer.
Buccaneer.
-
AuthorPosts
-
July 17, 2020 at 3:47 am #208860
I’ve looked at your pictures, and don’t see any obvious reason to think you are doing it wrong. The bushing is a press fit into the case, some more difficult than others to remove. Whack it harder.
BTW, that is just one of the reasons I discontinued the special tool. In some cases, the tool would just beat through the bushing without taking the bushing with it.
July 17, 2020 at 6:16 am #208864Thanks Frank for giving me the assurance that I could beat on it harder; that’s what it required as it didn’t come out easy. The tide turned when I went from using the 1/4″ threaded rods shown below as my beater medium to the socket extension / impact driver socket adapter arrangement. I also used a 5/16″ stainless bolt for threading into the bushing and the stainless was probably necessary.
BTW, I went from last night being irritated with myself for not getting off my wallet and buying the tool to this morning being happy that I didn’t as I’m in agreement with you that the tool would have went through with as hard as I was beating it. Thanks again.
-
This reply was modified 5 years, 3 months ago by
 BayouBengal.
BayouBengal.
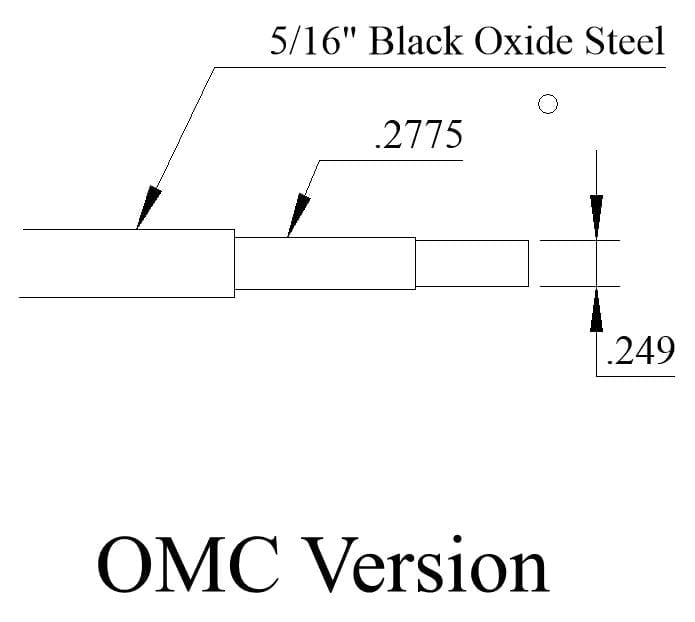
July 17, 2020 at 4:48 pm #208935For you guys that think you can make your own tool,, I offer this info:
I bought a genuine OMC tool, brand new and took some measurements. One would think the 5/16″ diameter would go through as-is. And it will—on SOME gearcases. And that’s why I started with 5/16″. However. I quickly found out that the hole on many gearcases is smaller than 5/16″ and my tool wouldn’t go through. So, I had to issue a recall on my early production. Examination of a bunch of gearcases revealed the hole size varies all over the place.
And that is why the OMC version is turned down to 0.2775″ —so it can pass through the smallest gearcase hole size. It also is why it doesn’t work worth a hoot. If you assume the hole through the brass bushing might be 0.253″, then simple math says there is only 0.0245″ difference between the bushing I.D. and the tool O.D.–or about 0.012″ on each side. And that, my friends, is why it doesn’t work. The tool simply broaches through the bushing instead of pushing it out.
As I said, I measured a bunch of gearcases, and adjusted my tool diameter several times so it would pass through the smallest gearcase hole that I found.. What I finally wound up with was larger than OMC’s 0.2775″. but it still wasn’t reliable. So, I decided that if it wasn’t reliable, I would just discontinue it.
EDIT: Couldn’t find my drawing
 July 17, 2020 at 7:12 pm #208942
July 17, 2020 at 7:12 pm #208942Thanks Frank, this will be handy if I ever work on one with the smaller housing hole.
Wont take long to whittle out a new one on the lathe.Prepare to be boarded!
-
This reply was modified 5 years, 3 months ago by
-
AuthorPosts
- You must be logged in to reply to this topic.