Home › Forum › Ask A Member › Making mixture needles
- This topic has 12 replies, 8 voices, and was last updated 4 years, 9 months ago by
 Buccaneer.
Buccaneer.
-
AuthorPosts
-
September 25, 2021 at 6:51 pm #247239
The needle tip on this 1925 Evinrude Elto RBM, Model “C”.
poppet valve carb, is in bad shape.
The needle has 10-24 threads that screw into
the carb body, so it’s not real “hefty”.I’d like to attempt to make a new one. I don’t have any 10-24
bolts long enough (1-1/2″) to make a needle from, so would
have to use rounds stock of some kind.The original needle is steel. Any reason brass wouldn’t work okay?
It’s a pretty “pointy” needle tip. I have my doubts about turning the tip
on my lathe with a tool bit. I was wondering how a dremel set up in
the lathe tool post, using a stone to grind the tip would work out?
Steel might be better in the later case, as brass would probably plug
up the stone.Any suggestions, better ideas, etc, appreciated. Thanks.
Also, that stiff little spring noted was inside the poppet valve cover,
used for a “stopper” for the poppet valve. Is that original, or should
if have cork, etc., in it?
Prepare to be boarded!
September 25, 2021 at 7:45 pm #247242how about spinning it in the lathe and use a file and wet-dry sandpaper to shape it.
September 25, 2021 at 9:12 pm #247246how about spinning it in the lathe and use a file and wet-dry sandpaper to shape it.
I think I did something like that decades ago, but spun
whatever it was in the hand drill.
I’ll look tomorrow and see what I have for stock,
and play around with the task.Prepare to be boarded!
September 27, 2021 at 10:58 am #247344Bucc, Can’t you use threaded steel rod.? Measure or figure out what the angle is and the length. Install rod in chuck or collet, set correct angle on table, sharpen yourself a cutter which is close to a point on cutting end. When installing threaded rod in collet don’t leave any more rod stick out than needed to cut your angle, just add a little extra so the cutter doesn’t hit the chuck or collet. I would start lathe at around 1500 RPM, you don’t want to run too slow of speed, adjust speed faster if needed, I would start at .010 cuts, as you get closer to the point or end, cut down to a .002 cut. Set your feed rate slow enough so you can control it. Once you get angle rite I would finish off with fine sandpaper to clean up tip. If satisfied with angle file burr off threaded end at a little angle to the end so when you run 10-24 die onto thread, nut will screw on real easy.
If you have enough material start with a practice piece first to get the hang of it.
Got to make it fun, remember you are not in a hurry, take your time,be safe, and have fun. You are going to be surprised what you can do with these new toys or tools, including the mill.
Warning: When operating lathe, mill or whatever don’t wear any loose clothing, those turning chucks-collets don’t stop easily.
Have fun Gene.September 27, 2021 at 11:58 am #247350The needle in your phots should be fairly easy to make if you have some 3/16 stock or an extra OMC coil screw on hand although the coil screw might be too hard. As mentioned, after setting up to copy the original taper, super light cuts with a sharp bit or insert will give you a fine point. Here’s where a set of collets do come in handy as using one will give better accuracy and you wont have spinning jaws trying to grab your slides or tool post!
Here’s a couple needles I made, one for a Koban and one for a Thor mixer. A straight knurler was used on the Thor adjusting knob while I was able to salvage the original one for the Koban. The original Thor needle was missing so I had to guess what the original looked like and its dimensions.


 September 27, 2021 at 12:23 pm #247357
September 27, 2021 at 12:23 pm #247357Thanks for the tips and suggestions on making needles.
I do have a collet closer for the Logan lathe, and 5C collets
that came with it, that I only tried out once several years ago,
and from what I remember, it was all there and worked. Hopefully the
chuck will still unscrew off the lathe.I have 5C collet blocks for the milling machine, so they get used
on occasion. Will have to check out my stock to see what
I have to use or practice on.
I just put the power head back together yesterday, and tore apart
the lower unit today. Amazingly, the gears, bushings, etc.,
seem to be in great shape.
Thanks.Prepare to be boarded!
September 29, 2021 at 8:22 pm #247480I made a replacement needle, and the blow test with the needle seated seems to indicate that it will work.
I was able to use 3/16″ 5C collet in the lathe, even though the stock was .025 larger.
The closest I could measure the old rusty needle was an included angle of 18 degrees,
so that’s what I made the new one.I turned down the needle point to about 95% finished, then was having some trouble getting
the bit to “cut into” the pointy end. Perhaps a little deflection in the point.
Therefore I switched over to a Dremel and stone mounted on my tool post.
That seemed to put a pretty nice finish on it, but I polished it up a little with
steel wool too.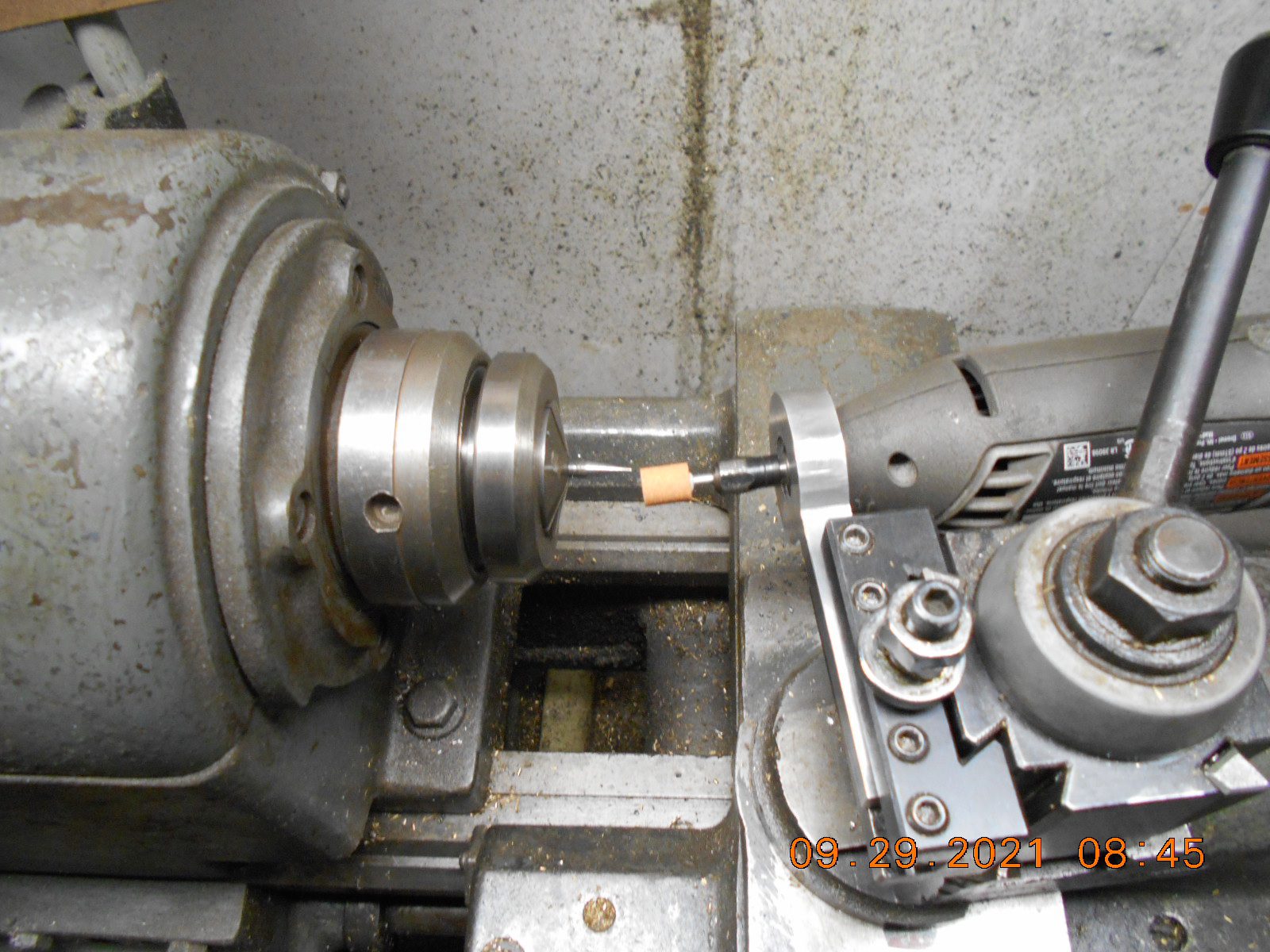



Prepare to be boarded!
September 29, 2021 at 9:23 pm #247496More nice work – looks factory new!
Bob
1937 Champion D2C Deluxe Lite Twin
1954 Johnson CD-11
1955 Johnson QD-16
1957 Evinrude Fastwin 18
1957 Evinrude 3022
1958 Johnson QD-19
1958 Johnson FD-12
1959 Johnson QD-20
1982 Evinrude 25hp“Every 20 minute job is only a broken bolt away from a 3-day project.”
"Every time you remove a broken or seized bolt an angel gets his wings."September 29, 2021 at 11:16 pm #247502Nice work. I doubt the angle is critical so long as the point is concentric with the threads.
Pretty sure you can get threaded rod in these sizes.
I’ve used a die grinder mounted in the toolpost. Worked OK.
September 30, 2021 at 7:34 am #247509Great work!
-
AuthorPosts
- You must be logged in to reply to this topic.